工厂数据混乱怎么办?MES系统替你解决数据收集与存储难题

在生产管理过程中,工厂常常面临数据杂乱分散的挑战。计划员需要跟进排产进度,仓库记录着物料出入库流水,质检人员保存着检测结果,这些源自不同部门的异构数据难以统一管理。而MES(制造执行系统)正是为解决这些问题而设计的专属平台。
MES系统实现工厂数据的自动收集。通过设备传感器、扫描枪和触控人机界面,系统能够在设备运行时自动抓取工单状态、机台产出与品质异常事件的实时数据。工人只需确认生产操作,诸如批次编号、检测频次与人员执纪度便自动提交入库,大幅降低手处理信息的繁琐程度。
MES统一调度多岗位数据格式本身造成的一致性问题。由于库存、在制品和质量判定指标等都属于设计好的标准字段体系,每一份原始单据直接切入系统内置表格,避免了电脑里数量排表与前部门录入数据打架等状况,更能保证各管控终点得到可靠数值判断。
针对数据存储的需求,MES核心部分开发为由实时库和数据仓构成的完整链通。各中心集纳到动态运算在数据仓库保留成型汇总流;对应纸质流转卡的模式同时提供严谨溯源流闭环积累指标样本档案,从而做到了后续复返修改产品合格符合法证检验的安全化管理深溯入往之规律要求再推进系统智端继续发挥稳定效力足供各主调度者自由组合算法把控到结果是否极致精密向调度的优化图展示契合其工艺定制诉求能确实有所能拔万重雾压而无痛到达固管理知识底蕴里深刻证明。
总体说来,实施组装全套MES解决系统的做法成功清洗原本重重纷层错杂的大厂编排链条碎片数字架构同步衔接改善车间沟通方块的脆弱性能,极大削弱流程重构失败后走向无位依靠衰退阶段的可能也一并会活看整厂数字化革现在前进道上的正向流转发展指向现代化管理者选择不疲有效致用工具即为精益绩效提速冲刺。”
最新产品
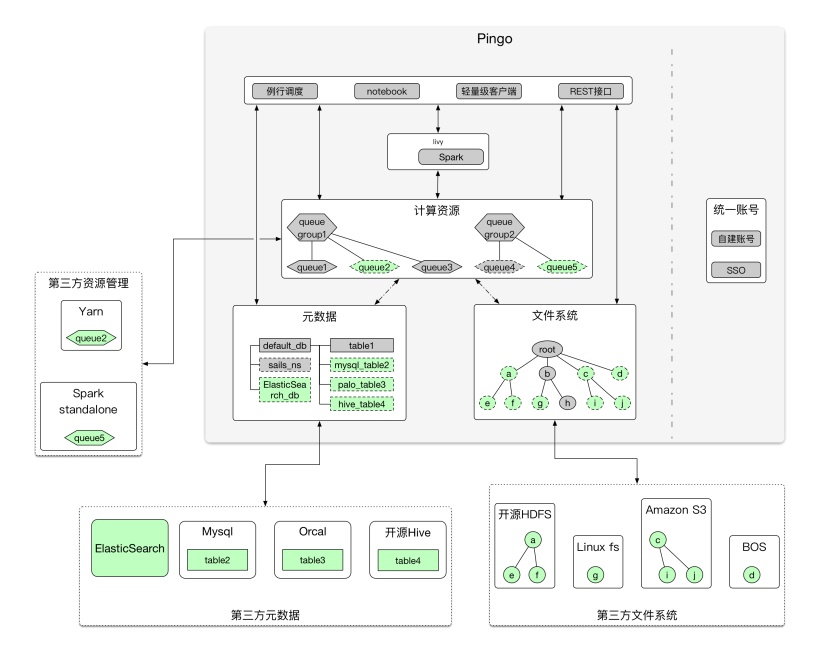
探秘数据工厂Pingo的多存储后端数据联合查询技术
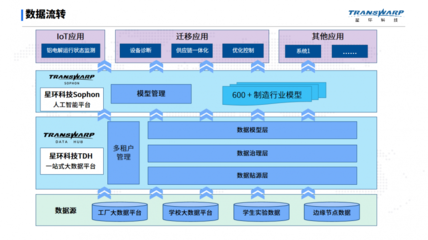
打破产教边界 TDH+Sophon赋能,山东某高校打造“课堂即工厂”数字化转型实训平台

多子系统多业务模块的复杂数据处理 基于指令集物联网操作系统的项目开发实践
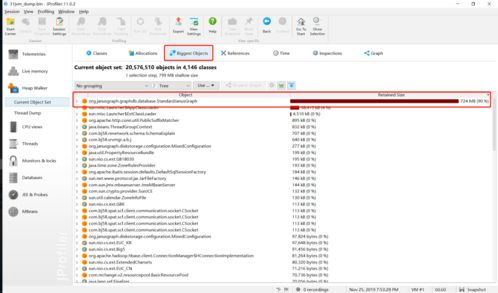
事务处理不当,线上接口又双叒内存泄漏了 从数据处理到存储的代码视角
工厂数据混乱怎么办?MES系统替你解决数据收集与存储难题
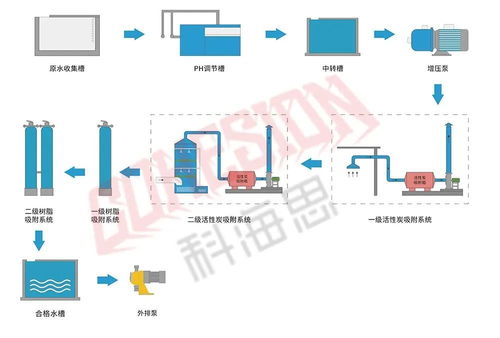
水处理从业人员必看 26个工业废水处理工艺流程图数据管理与应用
Azure入门(三) 选择合适的数据存储服务与数据处理和存储务
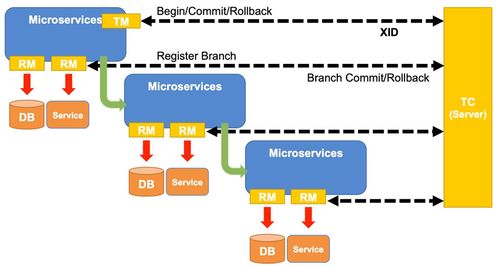
Seata分布式事务实践与开源详解 数据处理和存储务

存储邂逅AI 雷克沙创新存储解决方案亮相COMPUTEX 2025
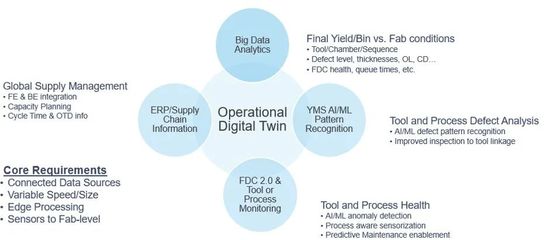
人工智能赋能芯片制造 数据处理与存储的全新范式